Induction Heat Staking: insert metal into plastic
2013/4/8 Views
Simultaneous Heat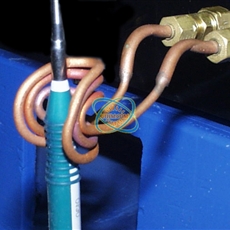
Staking of Three
Steel Inserts
There are many plastic molding
applications that require an
assembly with two or three
inserts. By simultaneously
heating the inserts with induction
in a multi-position coil, the
inserts can be pushed into the
part at the same time, optimizing
throughput and yield. An
automotive door handle required
three steel inserts to be placed
in three separate locations on
the handle. All three locations
were on different plains, but
were inserted from the same
side. The steel inserts are
relatively easy to heat with
induction energy, so a multiposition
coil designed for the
same hole positions as the
inserts on the handle will heat
the three steel parts to 375°F in
2 seconds. The coil is in a single
plane and the insert push rods
are designed to correctly place
each insert into the door handle
on a five-second cycle time.
These steel inserts have a 0.5”
diameter flange which has to
seat on the door handle, but not
melt into the surface. By
designing the coil correctly and
properly positioning the part in
the coil, the body of the insert
can be heated to a higher
temperature than the flange.
Staking of Three
Steel Inserts
There are many plastic molding
applications that require an
assembly with two or three
inserts. By simultaneously
heating the inserts with induction
in a multi-position coil, the
inserts can be pushed into the
part at the same time, optimizing
throughput and yield. An
automotive door handle required
three steel inserts to be placed
in three separate locations on
the handle. All three locations
were on different plains, but
were inserted from the same
side. The steel inserts are
relatively easy to heat with
induction energy, so a multiposition
coil designed for the
same hole positions as the
inserts on the handle will heat
the three steel parts to 375°F in
2 seconds. The coil is in a single
plane and the insert push rods
are designed to correctly place
each insert into the door handle
on a five-second cycle time.
These steel inserts have a 0.5”
diameter flange which has to
seat on the door handle, but not
melt into the surface. By
designing the coil correctly and
properly positioning the part in
the coil, the body of the insert
can be heated to a higher
temperature than the flange.
Down Attachment
- DownloadAttach1: Induction Heat Staking.pdf Clicks
Good
Bad




")
