-
关键词"磁感应热疗",共 753 条记录
-

如何选择感应加热器
感应加热的高频感应加热设备输出电流通过线圈产生交变磁场,通过感应圈形成的涡流电流的金属工件,以便快速加热和感应循环本身并不会产生热,至今已有数十年历史。上世纪 90 年代中期,固态 IGBT 模块为核心开始向感应加热设备和管高频感应加热设备,设备和硅相比节约 10%-40%…
Date:2007/04/03
-

感应淬火应用
UIHM 感应表面硬化应用一个应用: 扭转和弯曲要求表面交替工件的负载下层下比心脏病或表面磨损的高应力部要加强对碳的需求而做的我们量 = 0.40 ~ 0.50%的钢。第二,过程方法的快速加热和立即淬火组合。为了处理迅速加热到淬火钢表面,从快速冷却温度的热量达到中心、 只是为了…
Date:2007/04/03
-

igbt 感应加热器配置文件
MF IGBT 功率晶体管模块是 1990 年代初,国外的先进技术,开发一种新型的变频感应加热设备,荣获"国家新产品奖"。广泛应用的高容量、 高效率,融化的时刻,并通过高频感应加热机、 热处理、 加热的其他应用。 IGBT 感应加热电源,作为电源,逆变器部分串联谐振,使…
Date:2007/04/03
-

钢感应热处理
整体热处理加热整块,然后适当的速度冷却,以改变其整体力学性能的金属热处理工艺。约整体热处理退火、 正火、 淬火和回火钢的是四个基本过程。退火工件加热到适当的温度,按大小的工件材料和不同的举行时间,然后缓慢冷却,目的是使处于或接近平衡,流程性能的金属的内部组织…
Date:2007/04/03
-
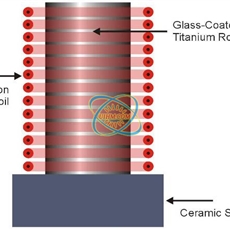
感应热成型钛棒
目标热成形的 60 秒内加热至 1700 F (926.7 C) 的钛棒。材料钛棒、 1.25"(31.8mm) 直径、 长度 5"(127mm)温度 1700 F (926.7 C)频率70 kHz•设备功率 60kw 的超感应加热系统,配备远程工件主轴。• 感应加热线圈设计,并专门为此应用开发。专门设计的十三轮螺旋…
Date:2007/04/03
-
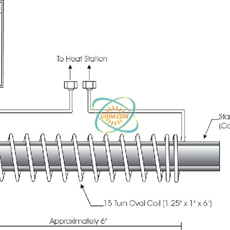
感应不锈钢热成型
目标: 以热不锈钢"J"磁带到 3000F 从室温 15 英尺 / 分钟的速度。这种材料是需要加热才能帮助形成"J"形状从平面的股票。 材料: 不锈钢钢"J"磁带测量宽 0.562″,0.028″ 厚和不断喂。 温度: 3000F 频率: 52 kHz 应用: 35KW 的动力输…
Date:2007/04/03
-
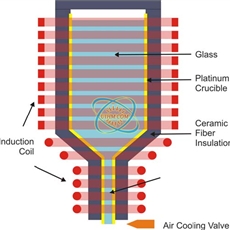
感应熔化玻璃光纤绘图
目标在熔化应用玻璃纤维 25 分钟内加热至 2200 F susceptor 金属容器 材料Susceptor 金属容器 温度2200 F 频率300 千赫 设备60 KW-RF电源、 远程热站和专门设计的感应线圈的电源。 进程专门设计感应线圈,形,使其符合该金属的船只,被用来向该船只运送统一热…
Date:2007/04/03
-
感应热处理
感应加热热处理过程中各种金属加工应用为已广泛使用。这些应用的一些未关联离散的零件,如轴、 轴承、 齿轮、 和集线器。在这里,最常见的过程是硬化及回火的碳素钢及合金钢钢部件可提高强度和磨损特性。 然而,与行在热处理过程允许黑色金属和有色金属的钢板和钢带产品的生…
Date:2007/04/03
-
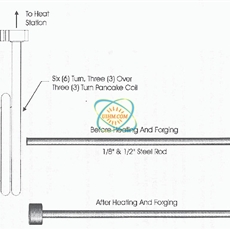
感应锻造钢棒
目标向 1800F 锻造操作之前,热钢棒的两端。棒的处理包括加热、 压入两部分模锻推杆结束时,和最后向通道线圈加热回火棒和纾解锻造压力。客户需要处理的不同直径的 1/8 和 1/2 ″ 的棒。杆温度必须在中心 1400F 以上虽然可以高达 1900F 的外边缘。 材料钢棒的不同直径从 1/8 …
Date:2007/04/03
-
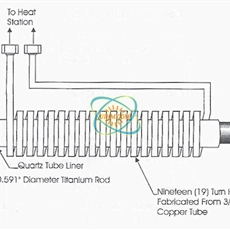
感应预热钛棒
目标对热钛棒之前到叶片锻造毛坯。 材料由 11.8″(299.7mm) 长的钛杆毛坯 0.591″(15.01mm) OD 温度2030F(1110C) 64 频率 设备• 功率 45kW感应加热系统配备远程工件主轴组成的八个 8 电容器禀 0.66 μF。• 感应加热线圈设计,并专门为此应用开发。螺旋线圈用于加热到 20…
Date:2007/04/03
© Copyright 2026. uihm.cn All Rights Reserved.