-
关键词"磁感应热疗",共 753 条记录
-
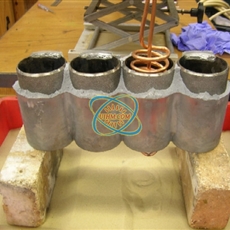
感应加热引擎头
加热引擎头客观热钢衬垫的引擎要删除铝套管头上。钢材、 80 毫米 ID x 190 毫米 (在 3.1 x 7.5 中)温度 650 ℃ (1202年 F)频率 81 kHz设备功率为 35kW 感应加热系统,配备远程工件主轴包含一个 2.6μF 电容。感应加热线圈设计,并专门为此应用开发。进程内部 10 轮 (孔) 电磁…
Date:2008/08/03
-
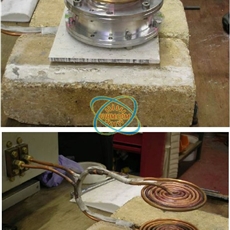
感应加热铝基座
加热铝 susceptor目标展开粉成固体形式在头盔中使用材料球形微丸粉铝分庭直径 110 毫米 (4.3 英寸) x 35 毫米 (1.3 英寸) 深用于容纳粉业主立案法团温度 150 (302 的)频率 54.5 kHz进程时间 20 秒设备。35 千瓦感应加热系统,配备远程工件主轴含 (4) 2.6 ƒF 电容器 (共 2.…
Date:2008/08/03
-
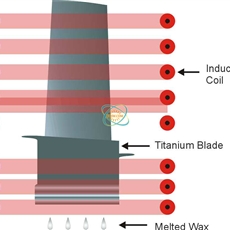
感应加热钛刀片
加热钛刀片目标加热至 500 F (200 C),以排水内刀片式服务器从蜡融化的钛刀片。材料 4"长度 (1016 毫米) 钛刀片与 1.5"x 0.25"(38.1 毫米 x 6.4 毫米) 计量领域温度 500 F (200 C)频率 186 kHz• 设备功率 10kW 感应加热系统配备远程工件主轴。• 感应加热…
Date:2008/08/03
-
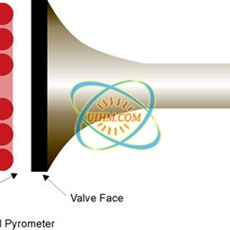
感应加热发动机气门
加热发动机气门目标到加热到 900 F 发动机气门头部的脸和维持较长时间,高的温度温度压力测试。材料发动机阀头 (两种尺寸),温度传感漆温度 900 F频率 223 kHz 的很大一部分 ;271 kHz 用于较小的一部分设备功率 10kW 电源、 一个 0.66-MF 电容与远程热站、 特制、 多圈的…
Date:2008/08/03
-
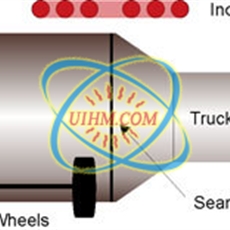
感应预热卡车桥
预热卡车桥目的为焊接的应用的 15 秒内预热至超过 300 F 的卡车车桥的煤层和焊接区域内的温度保持 15 秒后的权力是已关闭。材质钢卡车桥 ;350 和 400 F 温度指示漆 ;350 、 375 和 400 F 温度指示"蜡笔"温度 350 F频率 35 kHz设备功率 45kW 电源、 远程热站…
Date:2008/08/03
-
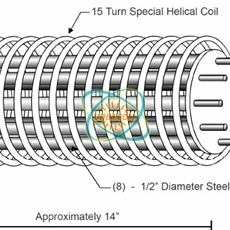
感应加热八钢棒
八钢棒加热客观热八钢棒同时向成型操作为 212 F (100 C)。材料 8 钢棒测量 (12.7 毫米) 1/2 ″ 直径和 14″ (355.6 毫米) 长期持有到位的 2.5 英寸 (63.5 毫米) 直径铁氟龙端板。212 F (100 C) 温度频率 40 kHz45KW 电源的设备 电源供应千瓦感应加热系统配备了一个远程…
Date:2008/08/03
-

感应熔炼炉
熔炼炉特性的铸铁很大程度上取决于内容的有害杂质和上面所有的硫。为高强度球墨铸铁修改应具有低硫含量。在冲天炉熔炼与低硫含量可不需要和脱硫的熔化金属。因此,获得所需的成绩的灰口铸铁或球墨铸铁球墨铸铁修改为使用"双面打印进程"。熔融金属双面打印过程中处于…
Date:2008/08/03
-
感应热处理工艺
热处理过程热处理是一个重要的现象,非常需要操纵物理,以及有时一种金属的化学特性。虽然它在冶金过程中发现其应用,热处理也持有是重要的一些其它材料如玻璃制作的。通常情况下,此过程涉及加热和低温冷害的相关材料,在极端的温度,以获取所需的结果,如硬化和软化的相同的…
Date:2008/08/03
-
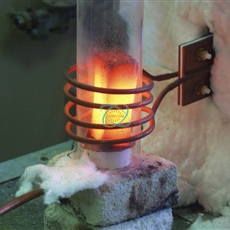
感应加热碳石墨阳极
加热碳石墨阳极加热碳石墨阳极破坏性氧化的部分来处理嵌入的污染物的目标材料阳极 2.5 x 2.5 x 4 (63 x 63 x 102) h x w x d (mm)温度 1900 F 1000 C频率 54 千赫设备功率 70kW 感应加热系统、 自定义多回转螺旋线圈、 4 章 1.0μF 工件主轴在热循环过程中向部件提供新鲜空气…
Date:2008/08/03
-
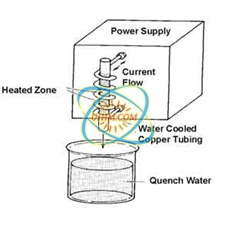
感应淬火
感应淬火感应淬火是加热了淬火钢的过程。它是通过向上方或范围内的一个特定的转换温度交变磁场。直走的被后面的淬火。此过程的硬化可以专门应用于既充分以及表面强化方法。这是种被加热的金属部分和它淬火后的热处理工艺。这淬火后的金属进一步经历马氏体相变以提高硬度和脆性…
Date:2008/02/03
© Copyright 2026. uihm.cn All Rights Reserved.