-
关键词"淬火",共 106 条记录
-
中频淬火设备的工率调节技术介绍
中频淬火设备的工率调节技术介绍: 中频淬火设备在曲轴进行圆角淬火时,由于曲柄臂及平衡对于连杆轴颈的旋转角度位置不同,其质量也不同,使圆解部分的受热质量也不相同,因此使轴颈两端圆角的加热温度和加热层深度不能均匀,所以在旋转的主轴上,装有旋转的编码器,根据工件的旋转角度…
Date:2006/04/22
-
中频淬火炉加热到直流电压为450v时跳闸?
你所说的跳闸 是指断路器吗?如果是断路器,那中频设备运行功率多少,是否超负荷运行,是否断路器发热。如果是中频设备跳保护,要看是过流 还是 过压,直流电压450,中频电压应该到600多了。可考虑中频电压反馈变压器,过流的话,可能可控硅冷却有问题。
Date:2006/04/22
-
感应淬火设备的优缺点
感应淬火设备是利用电磁感应原理对工件进行直接加热的设备。因此,很多时候,我们也把高频淬火设备,高频焊接设备,中频淬火炉,中频熔炼炉等统称为感应加热炉,感应淬火就是利用电磁感应加热原理将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质中快速冷却,从…
Date:2006/04/22
-
高频淬火设备的不同频率感应加热设备优点
1)低频感应加热方式频率最低,频率范围:工频(50HZ)至1KHZ左右,常用的频率多为工频。相对加热深度最深,加热厚度最大,约10-20mm;。主要用于对大工件的整体加热、退火、回火和表面淬火等。高频焊接设备2)中频感应加热方式频率范围:普通1KHZ至20KHZ左右,典型值是8KHZ左右…
Date:2006/04/22
-
避免零件因淬火过热而发生裂纹的首要办法
①工艺员要制定准确合理的加热温度和加热方法。如对一些大标准碳化物偏析较严肃的高速钢刀具,应接收高速钢下限的淬火加热温度,为保证加热充分,可恰当延伸加热时间,对一些带尖角的零件应离炉内加热体远一些,在盐浴炉中工件距电极的距离不得小于50mm,避免惹起尖角过热。②…
Date:2006/04/22
-
联合汽车半轴淬火设备-全新升级型号
汽车半轴淬火机设备是广州联合生产的感应淬火设备,该汽车半轴淬火机有超音频淬火设备,也有中频淬火设备,其中超音频和中频也有不同型号,方便汽车半轴生产厂家针对不同尺寸大小的工件进行感应加热淬火。该设备只因对汽车半轴淬火效果很好,所以许多业内人士都把该设备称为了…
Date:2006/04/22
-
高频淬火采取的屏蔽保护
常见高频淬火时工件的棱边、尖处常会造成烧伤、淬裂等淬火缺陷,这是高频电流的特性——尖角效应造成的,难以克服。故而常见的解决方法是.使高频淬火区 域避开工件的轴肩、端面等形状较尖锐的部位,或采用比较大的倒角来减弱尖角效应。 然而有些工件,由于其服役时的特殊需要.要求…
Date:2006/04/22
-
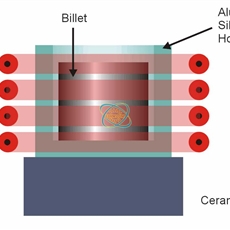
高频粉末冶金齿轮淬火设备工艺讲解
高频粉末冶金齿轮淬火经过大量的研究发现,粉末冶金齿轮高频淬火设备在粉末冶金齿轮淬火中的误区很多,齿轮和夹具加热后一同淬水冷却,淬火后粉末齿轮冶金齿轮经过200度两个小时的回火,可实际生产中发现有60%的粉末冶金齿轮淬火后现裂纹现象.其原因在于粉末冶金齿轮在高频感应加…
Date:2006/04/22
-

五金工具淬火设备厂家介绍
五金工具淬火设备主要应用范围:(一)焊类1、金刚石刀头的焊接,硬质合金锯片的焊接及金刚石刀具、磨具、钻具的焊接。2、机械加工用硬质合金刀具的焊接。如车刀、刨刀、铣刀、铰刀等刃具的焊接。3、矿山工具的焊接,如“一”字钎头、柱齿钎头、燕尾型煤钻头…
Date:2006/04/22
-

汽车减震器连杆的高频感应淬火研究
汽车减振器连杆的高频感应淬火工艺的研究,得到连杆淬硬层深度随速功比 连杆移动速度/高频感应淬火输出功率 成线性规律, 拉伸 ,冲击试验与表面组织扫描电镜观察表明: 输出功率为 82% 80kW ,连杆移动速度为 5 498 mm/min 高频感应淬火工艺处理的连杆具有最佳的综合机…
Date:2006/04/22
© Copyright 2026. uihm.cn All Rights Reserved.