-
关键词"介绍了高频感应电阻加热",共 360 条记录
-
感应加热式热处理设备的安全技术
感应加热式热处理设备,是利用电磁感应产生涡流电发热现象,对工件表面加热进行热处理。由于其生产效率高,能耗低以及容易实现自动化生产、污染较少也较安全等优点,应用日趋广泛。按设备产生交变电磁场的频率高低,可将其分为高频、中频和工频三类(高频频率为30~500KHz;中频…
Date:2006/04/22
-

感应加热设备选用的主要技术指标
感应加热设备选用的主要技术指标有两个:输出功率和振荡频率.频率越高, 加热深度越浅, 频率越低, 透热性越好;因此, 应根据实际应用,选择合适输出频率的感应加热设备, 以达到最佳的加热效果.功率影响加热速度, 按需加热工件的重量和加热温度及加热速度的要求, 选择功率的大小;
Date:2006/04/22
-
联合感应加热机应用介绍
1.热处理: 可用于钢材的表面淬火、穿透淬火、回火和焖火,其主要优点是能够控制加热部位。·感应淬火:它是最常用的感应加热处理方法。它能够增强材料的机械强度和耐磨性能。·感应回火:回火可以使钢的延展性增强而且不易断裂。·感应焖火:焖…
Date:2006/04/22
-

传统电热处理的方式与感应加热的区别
传统电热加热的方式特点:1、传统电热加热的方式热损失大:是由电阻丝绕制,圈的里外两面发热,其里面(紧帖料筒部分)的热传导到料筒上,而外面的热量大部分散失到空气中,造成能量的损失浪费。2、环境温度上升:由于热量大量散失,周围环境温度升高,尤其是夏季对生产环境影…
Date:2013/04/21
-

感应加热设备的安全技术及操作规范
感应加热式热处理设备,是利用电磁感应产生涡流电发热现象,对工件表面加热进行热处理。由于其生产效率高,能耗低以及容易实现自动化生产、污染较少也较安全等优点,应用日趋广泛。按设备产生交变电磁场的频率高低,可将其分为高频、中频和工频三类(高频频率为30~500KHz;中频…
Date:2013/04/21
-

感应加热设备的12大优点
1、加热快:最快加热速度不到1秒(速度快慢可调节控制);2、加热广:可加热各式各样的金属工件(根据工件形状不同更换可拆卸式感应圈);3、安装方便:连接电源、感应圈和进出水管即可使用;体积小,重量轻。4、操作简单:几分钟即可学会;5、启动快:通水通电后即可启动加热…
Date:2013/04/21
-

五金工具热处理该如何选择感应加热设备
对五金工具进行热处理,选用什么型号的感应加热设备,取决于被加热工件的形状尺寸,加热的深度面积,加热的速度,加热的连续性,设备的连线距离,工作要求及工件的材料等。一、被加热的工件尺寸和形状 工件体积大,实材应选用相对功率大,频率低的感应加热设备;反之工…
Date:2013/04/21
-

感应加热设备的功率(电流)不能升高的几个原因
故障现象:设备工作正常,但电流加大不了,工件温度也上不去。分析处理:设备工作正常,只能说明设备各部件完好。功率上不去说明设备各参数调整不合适,影响设备功率上不去的主要原因有: 1、感应线圈与电源不匹配:用示波器测得感应线圈频率不在合理范围内,电源面板出现高…
Date:2013/04/21
-

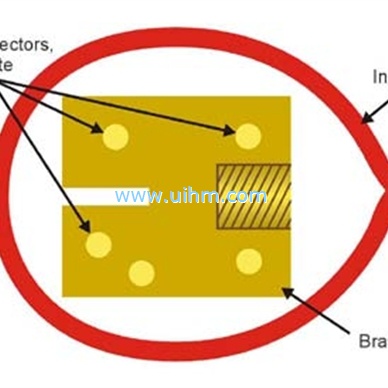
导磁体(铁氧体)在感应加热中的作用
导磁体(通常为铁氧体)在感应淬火方面的应用极为广范。淬火感应线圈上加热导磁利用槽口效应,可调整电流在感应线圈上的流经部位,使更多功率施加所需加热的部位,减少工件畸变和氧化,提高生产率,起到聚能节电增效的作用,尤其是在内孔和平面加热的感应线圈上使用,效果十分显…
Date:2013/04/21
-

感应加热设备过热报警的解决方法
1、开机后长时间工作,在工作中面板突然出现过热报警现象: 检测水池水温、如果水池水温过高引起水温报警更换冷却水即可。 2、工作一段时间或几分钟就过热报警,停机一会还可继续工作,频繁报警: 检测主控柜内部冷却水管、看是否有堵塞现象,长期使用情况下一定要保证冷却水的…
Date:2013/04/21
© Copyright 2026. uihm.cn All Rights Reserved.