-
关键词"感应",共 753 条记录
-
超音频感应加热设备市场前景开阔
关键词:超音频感应加热设备近年来,我国超音频感应加热设备产业特别是对外贸易的发展向前跨了一大步。一些业内人士甚至认为自此我国模具产品出口将迎来一个灿烂的春天。面对成绩我们当然有理由感到高兴,但也必须清醒地认识到成绩与数字背后尚存的问题,而且应认真寻找原因,积…
Date:2006/04/22
-
高频感应加热的主要优点是洁净环保
高频感应加热的主要优点是洁净环保高频加热设备是采用磁场感应涡流加热原理,利用电流通过线圈产生磁场,当磁场内磁力线通过金属材质时,使锅炉体本身自行高速发热,然后再加热物质,并且能在短时间内达到令人满意的温度。 本产品主要优点是磁力加热、节能、环保,零排放,无…
Date:2006/04/22
-
感应加热设备使用中常见的问题?
感应加热设备使用中常见的问题 一、出现缺水保护报警时,可能的原因有:水管接反、水泵功率或压力流量不足(不能使用机床冷却泵)、水质差、水路有堵塞现象、等。 二、出现过热保护报警时,可能的原因有:冷却水量过少、水流量不足、水质差、水路有堵塞现象、等。 三、出现过压…
Date:2006/04/22
-
感应加热技术和设备的发展?
感应加热来源于法拉第发现的电磁感应现象,也就是交变的电流会在导体中产生感应电流,从而导致导体发热。1890年瑞典技术人员发明了第一台感应熔炼炉——开槽式有芯炉,1916年美国人发明了闭槽有芯炉,从此感应加热技术逐渐进入实用化阶段。 20世纪电力电子器件和技术的飞速发展…
Date:2006/04/22
-
感应加热设备表面加工方法
(1)普通车削。感应加热设备表面加T+,车削应用景为广泛。通常,工件通过夹具安装在车床主轴上,并与车床主轴一起回转,形成主运动。刀具安装在刀架上,与纵溜板一起作平行于主轴回转轴线的直线运动t加工圆柱面如。在车削中,刀架作与主轴回转轴线成一定角度的直线进给运动-可以…
Date:2006/04/22
-
感应加热设备的频率分类
感应加热设备按频率可分为高频、超音频、中频和工频四种,超音频加热是继高频之后发展起来的,主要应用于床身导轨加热淬火工艺。报据床身的使用条件,并考虑到淬火产生的变形.床身必须经过磨削加工后才能装配使用,一般要求淬硬层深度不小于2mm.超音频加热的热透深度为2.50-2.…
Date:2006/04/22
-
高频感应加热设备的选择
如何选择、选用感应加热设备呢?主要要从几个方面考虑:1) 被加热的工件形状和尺寸工件大、棒料、实材,应选用相对功率大,频率低的感应加热设备;工件小、管材、板材、齿轮等,则选用相对功率小,频率高的感应加热设备。2)工艺要求一般来说,淬火、焊接等工艺,相对可以功率…
Date:2006/04/22
-

感应加热设备加热对象
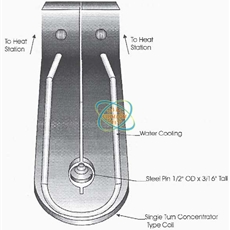
被感应加热的工件必须是电导体,比如金属,或者硅半导体。通过感应线圈,高频能量被传输到工件中。感应线圈或者简单的“感应装置”的几何形状要求与工件外形相配,在大多数情况下,感应线圈是由铜弯折成形,并且采用水冷却.通过以上的感应加热设备的加热介绍,我们可知行业的需…
Date:2006/04/22
-

中频电炉专家介绍中频感应电炉的优势和发展
长期从事中频电炉技术研究开发工作的专家朱林、俞松尧先生撰写了这篇文章,供广大读者参考。 当前,中频电源及中频感应电炉、保温炉、热处理炉等金属熔炼生产设备,因其具有易于变换熔炼品种、便于控制熔炼质量,操作灵活简单和功率密度大、熔炼速度快、热效率高、起熔方便…
Date:2006/04/22
-
如何选好用好不同频率不同功率的感应加热设备?
针对工件和工艺的不同要求,如何选用高频机,中频机和高中频二用机?只有正确地选择好不同频率的高中频机,不同功率的高中频机,才能达到机器的最佳使用效果和节能效果,功率选大了自然是投资的浪费,而功率选小了,则又不能很好地完成较大尺寸工件的温度和速度要求.频率选高了淬火层…
Date:2006/04/22
© Copyright 2026. uihm.cn All Rights Reserved.