-
关键词"钎焊",共 137 条记录
-

感应钎焊铜管接头
目标铜 三通 和 尺 是钎焊的全铝车身的制冷阀 材料客户阀铜管接头钎焊 温度2550年 F (1400 C) 285 频率设备功率 15KW 感应加热系统包括工件主轴包含两个 1.5μF 电容器 (总 0.75μF) 和三匝螺旋线圈 进程阀门放置于线圈内,直到该部件加热到所需的温度和钎被视为流进联…
Date:2005/10/02
-

感应钎焊硬质合金
目标附加到钢肉刀叶轮的硬质合金刀具 硬质合金块材料;钢柄管接头 温度1400 F (760 C) 219 频率 设备功率 30kW感应加热系统包括:感应加热线圈工件主轴: 两章 1.0μF (总 0.5 μF) 进程整个部件放置在五轮螺旋线圈,通电直到一部分加热到所需的温度,并在取得统一热模…
Date:2005/10/02
-

感应钎焊铜管接头铜空气行
目标以钎焊黄铜结束连接器铜管用于飞机装配线空气 不同粒径的材料黄铜端连接器,铜管 温度1400年 F 750 C 频率350 kHz 设备6 千瓦感应加热系统,包括三个电源打开使用两个 0.33μF 的螺旋感应线圈电容器 (总 0.66μF) 进程对于规模较小的直径零件,通量应用于整个部件和…
Date:2005/10/02
-

感应钎焊水龙头
目标钎焊几个黄铜和铜水龙头中使用的程序集 材料钎焊、 白通 温度1350 F 730 C 频率160 或 277 千赫 (线圈受养人) 设备功率 15kW感应加热系统、 远程工作头与两个 1μF 电容和 3 轮螺旋线圈 进程三个螺旋线圈分别用于钎焊一系列提供零部件。部件装配与助焊剂和钎合金,…
Date:2005/10/02
-
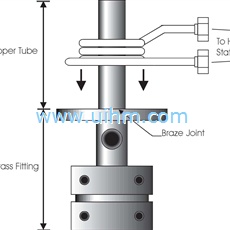
感应钎焊铜管黄铜管接头
目标若要使用感应加热以钎焊铜管和管接头使用预制棒黄铜钎焊丝。处理是氮和 4%氢气的气氛下发生。钎预制棒融化在 1190 F,但需要保持在 1300 F.以下部件部分需要 175 至 200 每小时,转化为加热时间每个零件的 18 秒的速度进行处理。 材料铜管测量 0.5″ OD 和 2 ″ 长,黄…
Date:2005/10/02
-
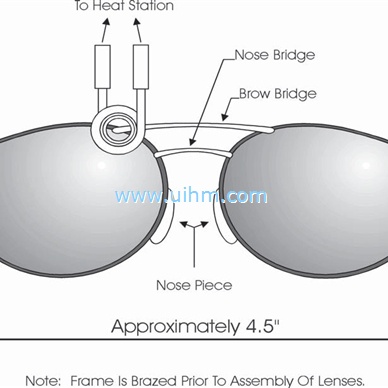
感应钎焊眼镜架组件
目标可重复的生产装配眼镜架钎焊接头。感应加热是用于实现质量钎焊接头上鼻梁,额头桥和鼻子件。钎焊是大约 3-5 秒内加热允许在 1300 F 工作要做。表面质量是努力的最大由于有限的 post-brazing 清理是首选的重要性。 材料蒙乃尔桥的 18%的银钎焊 温度1300 F 445 频率 设…
Date:2005/10/02
-
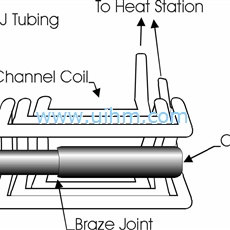
感应钎焊铜管
目标对钎焊铜管 (3/8 外径的 2-4 长) 成 3/8在少于 10 秒的管接头。加热必须进行通道类型线圈,以便容易加载的部分。 材料铜管和管接头与钎焊逗留 Silv 白通 温度1300 F 105 频率 设备固态感应电源配备标准热 10 千瓦输出功率站包含八个 0.33 μF 电容器共 0.66μF,变压…
Date:2005/10/02
-
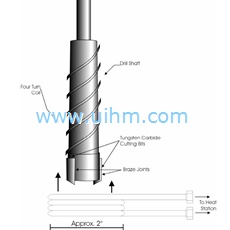
感应钎焊硬质合金钻头上
目标以钎焊硬质合金切削钻头的大小从 0.5″ 到 1.5″ 的直径不等。钎焊在 1900 F 并目前以 11 秒 0.5″ 直径钻头和 1.5″ 直径钻头的 39 秒。客户目标包括减少的钎焊时间,尤其是较大的钻头,且重复性必须充足。可以做加热打开使用螺旋线圈,因为这些钻头目前投放双螺旋线圈。…
Date:2005/10/02
-
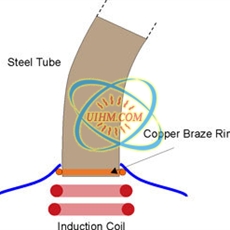
感应钎焊钢管与铜环
目标热油吸大会 (钢油管和筛选 cap) 至 1,850 F (1010 C) 为钎焊应用 15 秒内。 材料0.125"(3.2 毫米) 直径钢管和过滤器章大会、 高温钎焊、 铜环。 温度1850F(1010C) 频率281 kHz •设备功率 10KW 感应加热系统配备包含 0.66 μF 电容器远程工件主轴• 感应加热线…
Date:2005/10/02
-

感应钎焊涡轮叶片
目标热真空 2000 F 中的铬镍铁合金叶片按住温度 5 分钟镍钎焊应用。 材料铬镍铁合金涡轮叶片、 镍计量板、 镍钎焊 温度2050 F 频率20 千赫 设备ABS 马克 2 与高真空选项和光学高温计测温,包含三 3 0.75 μF 电容器 (为 0.25 μF 累计电容) 和专门设计的感应线圈远程热…
Date:2005/10/02
© Copyright 2026. uihm.cn All Rights Reserved.