-
关键词"频率",共 9 条记录
-

高频淬火设备的不同频率感应加热设备优点
1)低频感应加热方式频率最低,频率范围:工频(50HZ)至1KHZ左右,常用的频率多为工频。相对加热深度最深,加热厚度最大,约10-20mm;。主要用于对大工件的整体加热、退火、回火和表面淬火等。高频焊接设备2)中频感应加热方式频率范围:普通1KHZ至20KHZ左右,典型值是8KHZ左右…
Date:2006/04/22
-
高频淬火设备的不同频率感应加热设备优点
1)低频感应加热方式频率最低,频率范围:工频(50HZ)至1KHZ左右,常用的频率多为工频。相对加热深度最深,加热厚度最大,约10-20mm;。主要用于对大工件的整体加热、退火、回火和表面淬火等。高频焊接设备2)中频感应加热方式频率范围:普通1KHZ至20KHZ左右,典型值是8KHZ左右…
Date:2006/04/22
-
感应加热设备的频率分类
感应加热设备按频率可分为高频、超音频、中频和工频四种,超音频加热是继高频之后发展起来的,主要应用于床身导轨加热淬火工艺。报据床身的使用条件,并考虑到淬火产生的变形.床身必须经过磨削加工后才能装配使用,一般要求淬硬层深度不小于2mm.超音频加热的热透深度为2.50-2.…
Date:2006/04/22
-
如何选好用好不同频率不同功率的感应加热设备?
针对工件和工艺的不同要求,如何选用高频机,中频机和高中频二用机?只有正确地选择好不同频率的高中频机,不同功率的高中频机,才能达到机器的最佳使用效果和节能效果,功率选大了自然是投资的浪费,而功率选小了,则又不能很好地完成较大尺寸工件的温度和速度要求.频率选高了淬火层…
Date:2006/04/22
-

中频感应加热电源采用的串联谐振,即电压型谐振频率跟踪
中频感应加热电源采用的串联谐振,即电压型谐振频率跟踪。因此效率较高、功率因数较高。所以有明显的节电效果,加热每吨棒料用电341度。 中频感应加热电源前级不可控全桥整流,不会在整流段引起波形的变形,没有关断角的削波现象,并且用大电容滤波,因此谐波数小对电网的干扰…
Date:2006/04/22
-

组合频率干扰(干扰哨声)和副波道干扰
我们已经说明混颊器的各种非线性干扰是很重要的问题,井 1在讨论各种泡频器时,把非,性卢物的多少,作为衝量混频器质 量标准之一。非终性千犹中很-要的一类就是填合频韦干扰和蓟 波逍干扰。这类干扰差混频器崦有的,亦即由于采用了混频器所 引起的。下面就来讨论这种干铐。 ^ …
Date:2006/04/22
-

感应频率与淬火深度的关系
感应加热淬火淬火层深取决于加热的厚度,而加热的厚度又取决于交流电的频率,一般是频率高加热深度浅,淬硬层深度也就浅。频率f与加热深度δ的关系,有如下经验公式:δ=20/√f(20C);δ=500/√f(800C)。 式中:f为频率,单位为Hz;δ为加热深度,单位为毫米(mm)。钢材在800…
Date:2013/04/21
-

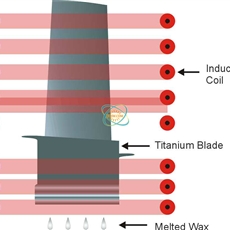
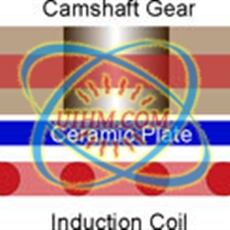
超高频率机的特殊感应线圈
特殊感应线圈与超高频machine_1 特殊感应线圈与超高频machine_3
Date:2009/10/02
-

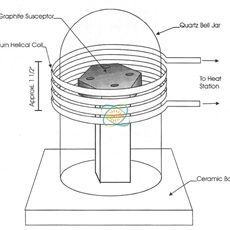
超高频率感应线圈
超高频Induction 线圈
Date:2009/10/02
© Copyright 2026. uihm.cn All Rights Reserved.