通用感应线圈耦合效率
次浏览
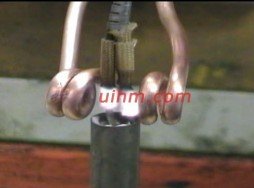
通常来说,用来加热圆(柱)型工件的螺线管线圈的耦合效率最高,内部线圈的耦合效率最低。注:耦合效率是指提供给线圈的能量中传给工件的一部分,不应与整个系统的效率相混淆。
除了线圈效率,加热模型设计,物体相对于线圈的运动及生产速度也很重要,因为加热模型反映线圈的几何形状,因此感应器的形状可能是这些因素中最重要的。通常,物体移进和移出经线圈的方法会迫使设计做很大改动。由源类型和生产速度也必须注意。如果一个部件每30秒需要一个,但需要的加热时间是50秒,那么,就必须一次加热多个部件才能满足生产要求。注意到这些需要,就要从广泛的一圈技术中找到一个最合适的加热线圈。

除了线圈效率,加热模型设计,物体相对于线圈的运动及生产速度也很重要,因为加热模型反映线圈的几何形状,因此感应器的形状可能是这些因素中最重要的。通常,物体移进和移出经线圈的方法会迫使设计做很大改动。由源类型和生产速度也必须注意。如果一个部件每30秒需要一个,但需要的加热时间是50秒,那么,就必须一次加热多个部件才能满足生产要求。注意到这些需要,就要从广泛的一圈技术中找到一个最合适的加热线圈。
| 10KHZ | 450KHZ | |||
| 线圈类型 | 电磁铁 | 其他金属 | 电磁铁 | 其他金属 |
| 螺线管 | 0.75 | 0.5 | 0.80 | 0.60 |
| 薄饼型 | 0.35 | 0.25 | 0.50 | 0.30 |
| U型铁 | 0.45 | 0.30 | 0.60 | 0.40 |
| 一匝线圈 | 0.60 | 0.40 | 0.70 | 0.50 |
| 凹型铁 | 0.65 | 0.45 | 0.70 | 0.50 |
| 内部线圈 | 0.40 | 0.20 | 0.50 | 0.25 |
下一条: 如何对非金属材料进行感应加热上一条: 感应熔银提纯
顶一下
踩一下








在感应加热中的作用")
最新评论
暂无评论
发表评论